Description
Jiangsu Liangyi is a China-based open-die forging manufacturer specialising in Inconel 718 (UNS N07718, Alloy 718, W.Nr. 2.4668). We supply forged bars, seamless rolled rings, discs, sleeves, hollow bars and forged tube shells, heat-treated, tested and certified to ASTM B637, API 6A and customer specifications.
Inconel 718 is a precipitation-hardenable nickel-chromium superalloy strengthened by niobium and molybdenum. It keeps high strength and good toughness from cryogenic temperatures up to about 700 °C, with excellent resistance to creep, fatigue and corrosion — which is why it is widely used in oil & gas wellhead equipment, turbines, compressors and nuclear service.
Forms we forge
- Round bars, square bars, flat / rectangular bars and rods
- Seamless rolled rings
- Discs, disks, blocks and plates
- Sleeves, bushes, hubs, hollow bars and forged tube / shell / barrel housings
Typical Applications
Oil, gas & wellhead
Blowout preventer (BOP) bodies and rams, Christmas-tree and wellhead spool bodies, casing & tubing heads, casing & tubing hangers, spacer spools, frac / fracturing heads, double-studded adapter flanges, drill collars and drilling-tool connectors, mud-motor splined drive shafts, ESP motor splined shafts, and valve components such as valve balls, stems and seat rings, plus bonnets, bodies, closures and discs.
Gas & steam turbines, compressors
Turbine discs, blisks and wheels, turbine blades, guide / seal / labyrinth rings, diaphragm nozzles, turbine and compressor labyrinth shaft seals, MSV/GV/CV/CRV valve seats, cores and spindles, control / reheat valve discs, compressor impellers and rotors, and turbine tie rods, studs and fasteners.
Nuclear, pumps & process
Reactor coolant pump rotors, impellers and casing shells, containment seal-chamber rooms, mechanical seal discs, pump barrels, casings, shafts and wear rings, copper / aluminium / magnesium extrusion dies, stems and container liners, pressure-vessel reactor nozzles, and heat-exchanger tube sheets, baffle plates and channel flanges.
Chemical Composition (UNS N07718, wt.%)
| Element | Min | Max |
|---|---|---|
| Nickel (Ni) | 50.0 | 55.0 |
| Chromium (Cr) | 17.0 | 21.0 |
| Niobium (Nb, incl. Ta) | 4.75 | 5.50 |
| Molybdenum (Mo) | 2.80 | 3.30 |
| Titanium (Ti) | 0.65 | 1.15 |
| Aluminium (Al) | 0.20 | 0.80 |
| Cobalt (Co) | — | 1.00 |
| Carbon (C) | — | 0.08 |
| Manganese (Mn) | — | 0.35 |
| Silicon (Si) | — | 0.35 |
| Copper (Cu) | — | 0.30 |
| Phosphorus (P) | — | 0.015 |
| Sulphur (S) | — | 0.015 |
| Boron (B) | — | 0.006 |
| Tantalum (Ta) | — | 0.05 |
| Lead (Pb) | — | 0.0005 |
| Selenium (Se) | — | 0.0003 |
| Bismuth (Bi) | — | 0.00003 |
| Iron (Fe) | Remainder | |
Mechanical Properties (Solution Annealed & Aged)
| Shape | Temp (°C) | Rp0.2 (MPa) min | Rm (MPa) min, l/tr | A4 (%) min, l/tr | Z (%) min, l/tr | Hardness (HB) |
|---|---|---|---|---|---|---|
| Bar | 20 | 1034 | 1276 / 1241 | 12 / 6 | 15 / 8 | min 331 (400–450) |
| Bar | 650 | 862 | 1000 / 965 | 12 / 6 | 15 / 8 | — |
| Forging | 20 | 1034 | 1276 / 1241 | 12 / 10 | 15 / 12 | min 331 (400–450) |
| Forging | 650 | 862 | 1000 / 965 | 12 / 10 | 15 / 12 | — |
l = longitudinal, tr = transverse (test-piece axis relative to the principal deformation direction). Hardness values in brackets are not binding.
Stress (Creep) Rupture
| Temp (°C) | Stress (MPa) min | Time to rupture (h) min | Elongation A4 (%) min |
|---|---|---|---|
| 649 ± 2 | 689 | 23 | 4 |
Both notched and smooth specimens are tested; the notched specimen must not rupture before the smooth one. Condition: solution annealed and aged.
Heat Treatment
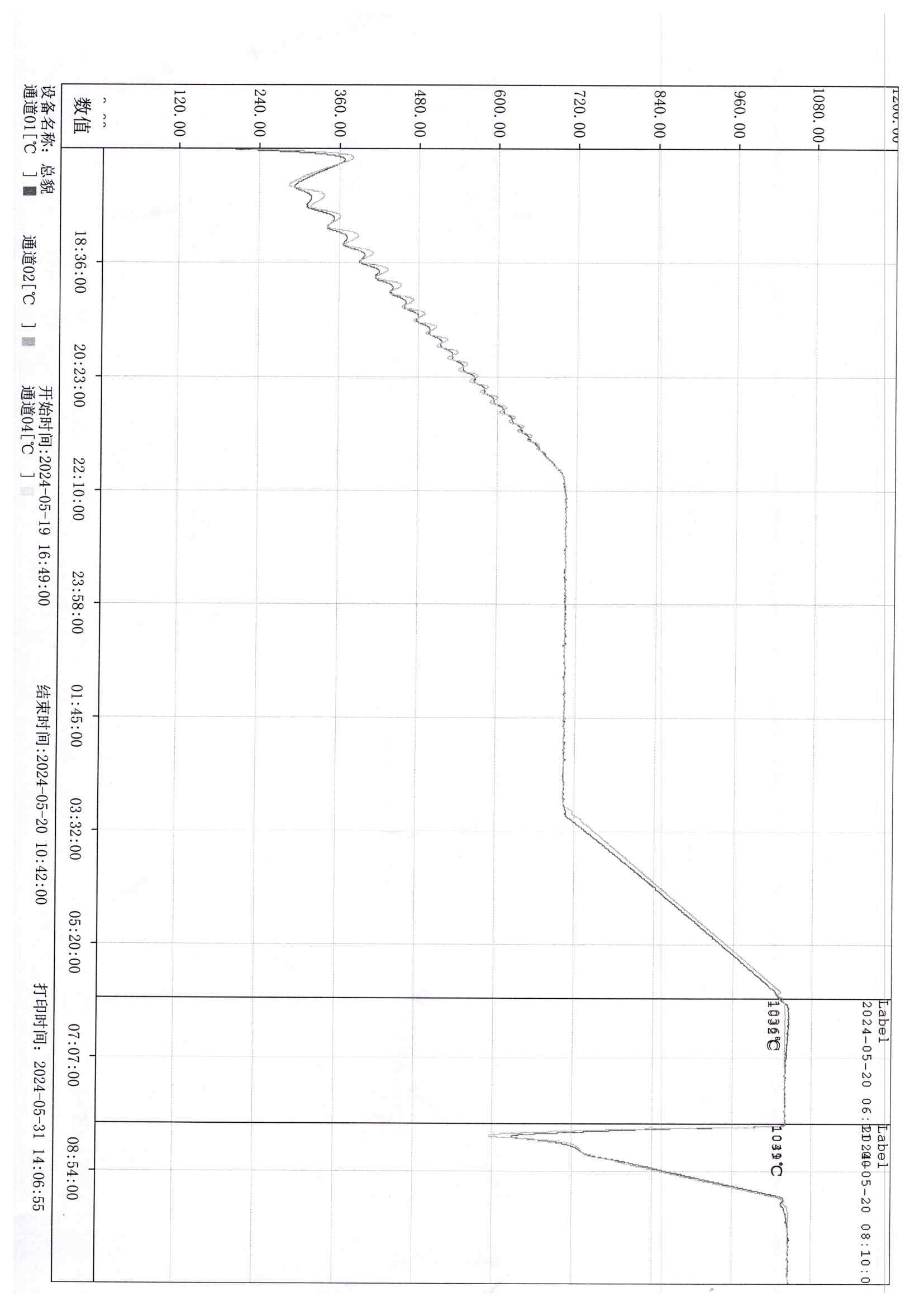
Solution anneal: 941–1010 °C (± 14 °C), holding time matched to section thickness, followed by air cooling or faster.
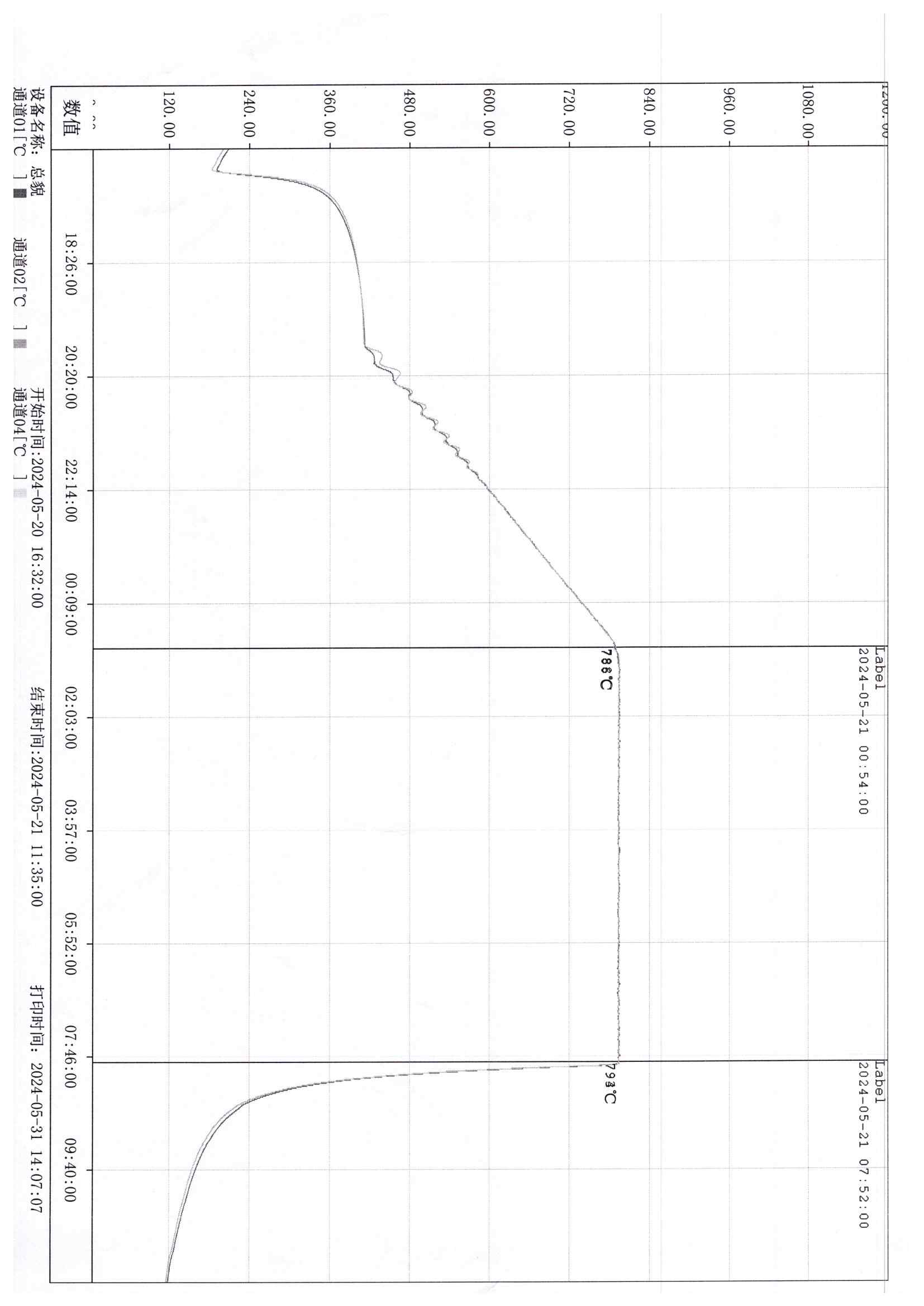
Ageing (2-4-2): 720 °C (± 8 °C) for 8 h, furnace-cool to 620 °C (± 8 °C), hold to a total ageing time of 18 h, then air-cool.
Melting & Forging Practice
To meet the cleanliness required for critical service, material is supplied either triple-melted (VIM + ESR + VAR) or double-melted (VIM + VAR). All forgings are thoroughly worked, homogeneous, and free from blisters, cracks and injurious slag inclusions. After heat treatment and rough machining the surface is free from mill scale, forging folds and corrosion damage.
Inspection & Certification
Inspection and testing are carried out after final heat treatment (ageing). Mechanical test specimens are taken from integrally forged or rolled prolongations; position and quantity follow the part drawing or customer agreement.
- Tensile testing at 20 °C and 650 °C — EN ISO 6892-1
- Creep rupture testing at 650 °C — ISO 204
- Hardness testing on each specimen
- Ultrasonic testing per an agreed procedure specification
- Macroetch for grain size, segregation and surface defects — ASTM A604; grain size — ASTM E112
- Microstructure examination on drawing-marked areas where required
Grain size & macroetch acceptance
ASTM average grain size No. 5 or finer, occasional grains max No. 4. Macroetch imperfections shall not exceed:
| Class | Condition | Max severity |
|---|---|---|
| 1 | Freckles | A |
| 2 | White spots | A |
| 3 | Radial segregation | Not allowed |
| 4 | Ring pattern | C |
Documentation
Inspection certificate EN 10204-3.1 with heat analysis and all test results, plus a heat-treatment certificate stating temperature and soaking time. All documents are in English and in SI units. A "Declaration of conformity" to EN ISO/IEC 17050 can be accepted where agreed. Test material is retained for at least three months after accepted delivery, and all records are filed for at least 15 years.
API 6A 120 KSI Requirements
For wellhead and Christmas-tree service we supply Inconel 718 to API Spec 6A, 120 KSI minimum yield, with the following requirements.
Delivery case: see a real shipment — API 6A CRA Inconel 718 round bars supplied to a UAE client, with the full material test report (chemistry, grain size, mechanical, hardness and NDE results).
Tensile properties (from QTC, room temperature, ASTM A370)
| Minimum tensile strength | 150,000 psi (1034 MPa) |
|---|---|
| Minimum yield strength (0.2% offset) | 120,000 psi (827 MPa) |
| Minimum elongation (2" gauge) | 20% |
| Minimum reduction of area, ≤ 10 in section | 35% |
| Minimum reduction of area, > 10 in section | 25% |
Hardness (ASTM E10 / E18)
HBW 298–363 (32–40 HRC); at least one test per forging or bar and per QTC after final heat treatment.
Charpy V-notch impact (ASTM A370, tested at or below −60 °C / −75 °F)
| QTC cross-section thickness | Orientation | Min average | Single min | Lateral expansion |
|---|---|---|---|---|
| < 3 in (7.6 cm) | Longitudinal | 50 ft·lbf (68 J) | 45 ft·lbf (61 J) | 0.015 in (0.38 mm) |
| 3 to ≤ 10 in (7.6–25.4 cm) | Transverse | 35 ft·lbf (47 J) | 30 ft·lbf (41 J) | 0.015 in (0.38 mm) |
| > 10 in (25.4 cm) | Transverse | 30 ft·lbf (41 J) | 27 ft·lbf (37 J) | 0.015 in (0.38 mm) |
A set of three specimens taken at mid-radius. Transverse orientation is used unless the section is under 3 in (76 mm), in which case longitudinal is permitted.
Allowable melting practice
- EF → AOD or VOD → VAR → additional VAR
- VIM → VAR
- VIM → ESR
Forming practice
Hot-worked to produce a wrought structure throughout, with a minimum total hot-work reduction ratio of 3.75:1.
Required heat treatment
| Process | Holding temperature | Holding time | Cooling |
|---|---|---|---|
| Solution anneal | 1870–1925 °F (1021–1052 °C) | 1 to 2½ h | Air cool or faster |
| Age harden | 1425–1475 °F (774–802 °C) | 6 to 8 h | Air cool or faster |
For water or polymer quenching, the medium must not exceed 100 °F (38 °C) at the start nor 120 °F (49 °C) at completion of the quench; start and end quench temperatures are documented.
Microstructural requirements
One sample per remelt ingot per heat-treat lot is examined at 100× and 500× on a longitudinal section, etched to reveal detrimental phases. The microstructure must be free of continuous grain-boundary secondary phases and of acicular delta phase growing from grain boundaries, with no topological duplex grain size per ASTM E1181. Average grain size: No. 3 or finer for ≤ 10 in (25.4 cm) section, No. 2 or finer for > 10 in, determined per ASTM E112.
NDE and material test reports
Material is capable of passing ultrasonic testing to API Spec 6A, PSL-3 (PSL-4 where specified). Each certified MTR reports tensile, hardness, chemical analysis and impact results (temperature and orientation), melt practice and source, total hot-work reduction ratio, actual heat-treatment times and temperatures, quench media and start/end temperatures, and confirmation of the microstructural requirements.
PSL-4 special requirements
For API Spec 6A PSL-4, heat-treatment temperature is determined using a documented heat sink, and material is capable of passing ultrasonic testing to API Spec 6A, PSL-4.
Applicable Standards
- ASTM A604 — macroetch testing of remelted steel bars and billets
- ASTM E112 — average grain size
- ASTM E1181 — duplex grain size
- ASTM A370 / E10 / E18 — mechanical and hardness testing
- EN ISO 6892-1 — tensile testing at ambient temperature
- ISO 204 — uniaxial creep testing
- EN 10204 — types of inspection documents
- EN ISO/IEC 17050 — supplier's declaration of conformity
- API Spec 6A — wellhead and tree equipment
Related Grades
Other nickel and high-temperature alloys we forge:
- Inconel 725 (UNS N07725)
- Inconel 617 (UNS N06617)
- Nimonic / Alloy 901 (UNS N09901)
- See all forged steel & alloy grades →
Request a Quote
Send us your drawing or specification (grade, dimensions, PSL level, heat-treatment condition and certification required) and we will quote forged Inconel 718 to your requirements. Contact Jiangsu Liangyi at +86-510-86107550 or sales@forgepieces.com.

")
")

")
